T1 sample control and mold acceptance evidence.
Tooling quality should be visible through checkpoints, documents and correction logs, not only final claims about precision.
Make mold acceptance measurable.
ToolingPilot pages should teach buyers to ask for evidence before accepting T1 samples, export mold packing or production handoff.
Incoming and build checks
Steel, mold base, hot runner, inserts, electrodes and components should match the agreed route.
Bench check and T1
Mold fitting, movement, water lines, ejection and first trial findings should be documented.
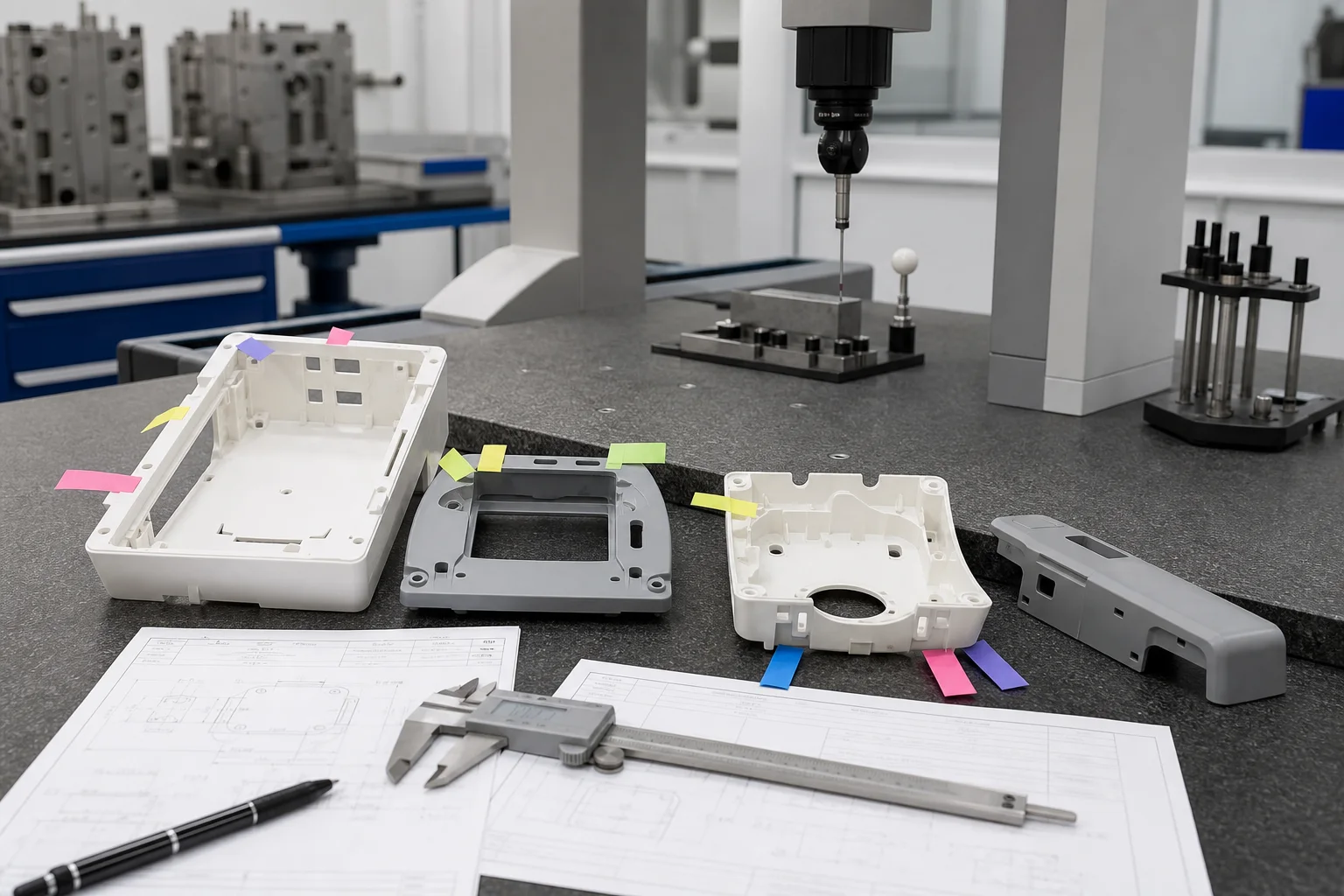
Dimensional and cosmetic gates
T1 samples need measurements, appearance standards and material confirmation.
Handoff checklist
Export molds need spare parts, trial report, packing list and corrosion protection before shipping.
From first samples to correction log.
The T1 stage is where buyer trust is won or lost. A professional tooling partner should turn sample issues into a traceable action list.
Acceptance checklist
| Evidence | Why it matters |
|---|---|
| T1 sample photos and notes | Shows what was actually molded and which defects remain. |
| Dimensional or FAI report | Confirms critical dimensions against drawing intent. |
| Correction log | Turns defects into owners, actions and re-trial gates. |
| Material confirmation | Prevents resin, color or grade ambiguity before handoff. |
| Export mold checklist | Documents spare parts, water/electric standards, packing and anti-rust protection. |